[{"content":{"text":"
Am Anfang steht das Brennstofflager. Wir bieten fu\u0308r jeden Einsatzzweck die richtige Lo\u0308sung \u2013 fu\u0308r jede Anlagenkonfiguration und Leistung. Bei beengten Platzverha\u0308ltnissen setzen wir auf Silolo\u0308sungen. So versorgen wir Anlagen bis etwa 6 MW bei nur 3,5 x 3,5 m Platzbedarf fu\u0308r die Brennstofflagerung.\r\n\r\nWenn es um die Lagerung und den Umschlag gro\u0308\u00dferer Mengen bei konstanter Anlieferung per LKW geht, sind Flachlager die richtige Lo\u0308sung. Ho\u0308rt sich einfach an, kann im Detail aber manchmal Kopfzerbrechen bereiten. Wie lagert man rationell ein, wie bekommt man den Brennstoff vom Lager in die Feuerung? Wir haben die Lo\u0308sungen. Manche davon sind nicht ganz neu und erleben gerade eine Renaissance \u2013 so zum Beispiel ein uraltes Patent aus der Torfindustrie, heute Toploader genannt.<\/p>"},"id":"50fe6129-6f3c-4019-9d53-410d5ecf0cb9","isHidden":false,"type":"text"}]
Standardversion für alle Pelletkessel. Das Silo steht auf Wiegezellen, so sind Füllstand und Verbrauch weltweit per Fernabfrage zu ermitteln. Nur geeignet für sehr gut rieselfähige Brennstoffe wie Pellets. Füllmengen 20 bis 200 m3 oder 13 bis 130 t. Befüllung pneumatisch per Silo-LKW.
Für große Lagermengen sehr gut rieselfähiger Brennstoffe – i.d.R. also ausschließlich Pellets. Die Verbrauchserfassung erfolgt in diesem Fall per Durchlaufwaage vor dem Kesseleinschub. Füllmengen 200 bis 6.000 m3 oder 130 bis 3.900 t. Befüllung über LKW-Schüttgosse und Elevator mit 100 t/h Leistung.
Für alle Brennstoffarten geeignet. Standard-Lagersystem in der Holzindustrie für Späne, Hackschnitzel etc. – auch für stark brückenbildende Materialien. Füllmengen 300 bis 5.000 m3 oder 75 bis 1.250 t. Befüllung pneumatisch, über Schrägförderer oder per Senkrechtschnecke. Entnahme über eingebaute, rotierende Fräse mit separatem Vorschubantrieb.
Sehr praktisches System zur Lagerung und Entleerung von Hackschnitzeln in Anlagen bis 1.000 kW. Meist mit mind. zwei Andockstationen. Versorgung der Hydraulik über Aggregat vor Ort und Schnellkupplungen in den Leitungen. Entnahmesteuerung und Umschalten bei leerem Container auf die nächste Station erfolgt durch die Kesselregelung. Lagervolumen: max. 40 m3 je Einheit. Weitertransport per Schnecke oder Trogkettenförderer.
Stationär aufgebautes System zur Lagerung und Entleerung von Hackschnitzeln oder Schlämmen. Unser Standardsystem für Susdryer (Feuerung plus Klärschlammtrockner). Volumen 40 bis 100 m3. Befüllung über Rad- oder Teleskoplader. Ausgerüstet mit Wiegezellen, so sind Füllstand und Verbrauch weltweit per Fernabfrage zu ermitteln. Weitertransport per Schnecke oder Trogkettenförderer.
Hydraulisches Transportsystem für Flachlager. Für alle grobkörnigen Brennstoffarten geeignet. Standard-Lagersystem in vielen Biomasse-Heizwerken. Auch für sehr grobstückiges Material. Füllhöhe bis 6 m. Maximale Stranglänge: 10 m. Beliebig viele Förderstränge kombinierbar. Weitertransport per hydraulischem Querförderer unterhalb einer Abrisskante.
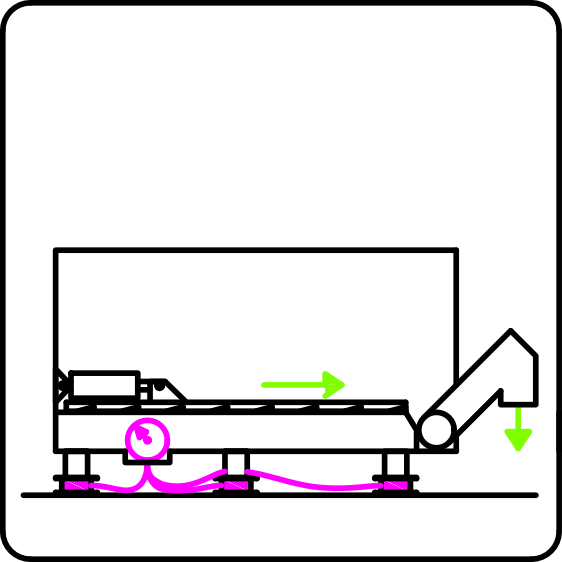
Die Brennstofflagerung erfolgt in einer Lagerbox mit Standardbreite 4, 5 oder 6 m und beliebiger Länge. Ein Fahrwerk mit einem absenkbaren Rechen lagert in der Box abgeladenes Material zunächst gegenüber dem Tor beginnend ein und zieht bei Bedarf kleine Mengen über eine schiefe Ebene auf einen Querförderer. Mittels unterschiedlich designter„Rechen“ für praktisch alle Materialien geeignet. Füllmengen 100 bis ca. 750 m3 oder 25 bis 200 t. Es ist kein Radlader erforderlich. Weitertransport per Schnecke oder Trogkettenförderer.
Vollautomatisches intelligentes Ein- und Auslagerungssystem für sehr kompakte bis sehr große Flachlager. LKW kippen in Annahmegrube. Beliebige Lagerhöhe. Für alle grobkörnigen Brennstoffarten geeignet. Der Fahrwagen ist mit einem vollautomatischen Radarsystem zur Erfassung des Füllstandes auf der gesamten Hallenfläche ausgerüstet, der Greifer mit einer Waage zur Mengenerfassung. Weitertransport per hydraulischem Schubboden auf Kesselstoker.
Bei professionellen Biomasseverbrennungen sind Feuerung und Kessel getrennte, meist übereinanderliegende Einheiten. In der Feuerung wird der Brennstoff gezündet, entgast und einer gestuften Verbrennung zugeführt. Die heißen Rauchgase beheizen den darüberliegenden Kessel. Alle unsere Anlagen sind mit einer fein geregelten Abgas-Rezirkulation ausgeführt. Unsere Feuerungstypen für feuchte Brennstoffe erbringen 100% ihrer Nennleistung bei 55% Brennstoff-Wassergehalt.
Trockene, hochkalorische Brennstoffe sind deutlich schwerer zu verbrennen als feuchtes Material – ganz einfach weil der kühlende Effekt des verdampfenden Wassers fehlt und die Bauteile deutlich höheren Belastungen ausgesetzt sind. Da braucht es Leistungsreserven in allen Gebläsen und der Feuerraumbelastung, verstärkte Primär- und Sekundär-Rezirkulation, hochvergütete Roststäbe und Kühlung. Wir setzen bei Problembrennstoffen ausschließlich auf wassergekühlte Roste und Feuerräume.
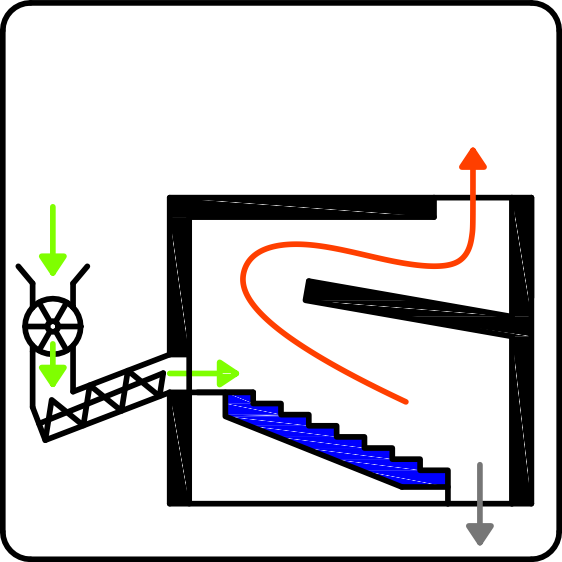
GEGENSTROMFEUERUNG für feuchte, kleinstückige Brennstoffe wie Späne und feine Hackschnitzel bis P45 und M30 bis M55+. Wassergekühlter Vorschubrost mit mehreren Zonen. Schamottiertes Gewölbe zur Wärmespeicherung. Beschickung mit Schneckenstoker, Rückbrandsicherung per Zellenradschleuse oder Doppelpendelklappe.
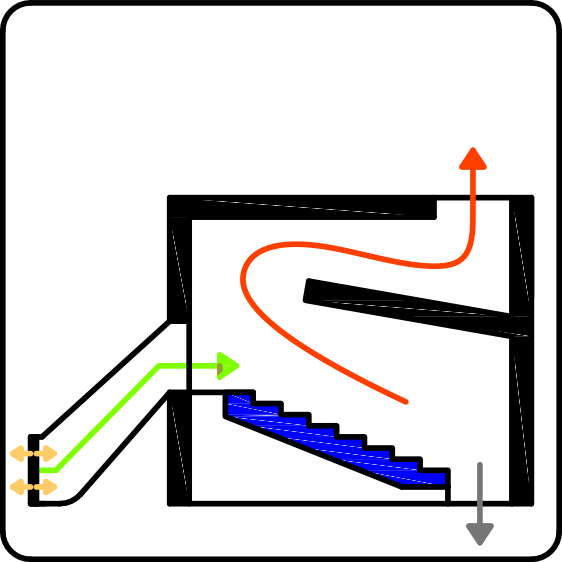
GEGENSTROMFEUERUNG für feuchte, grobstückige Brennstoffe wie Hackschnitzel und Shreddergut bis P100 und M30 bis M55+. Wassergekühlter hydraulischer Vorschubrost mit mehreren Zonen. Schamottiertes Gewölbe zur Wärmespeicherung. Beschickung mit Hydraulikstoker, Rückbrandschleuse mit Abschereinrichtung.
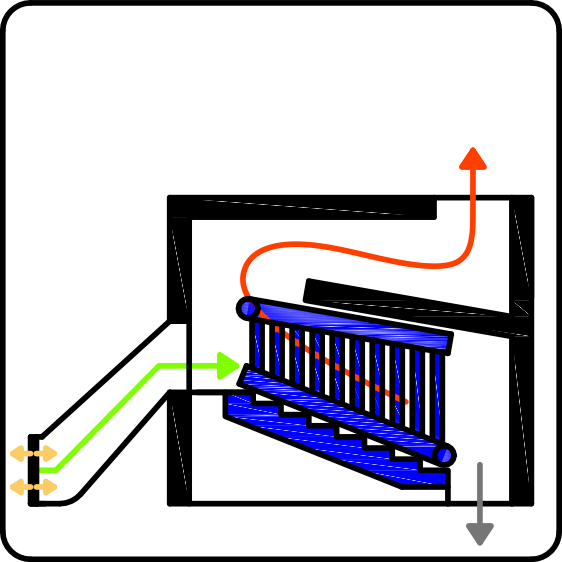
Wartungsfreie MITTELSTROMFEUERUNG für feuchte, grobstückige Brennstoffe wie Hackschnitzel und Shreddergut bis P100 und M30 bis M55+. Wassergekühlter hydraulischer Vorschubrost mit mehreren Zonen. Schamottiertes Gewölbe zur Wärmespeicherung. Beschickung mit Hydraulikstoker, Rückbrandschleuse mit Abschereinrichtung.
GLEICHSTROMFEUERUNG für trockene, hochkalorische und kleinstückige Brennstoffe wie Späne, feine Hackschnitzel und Pellets bis P45 und M10 bis M30. Wassergekühlter Vorschubrost mit mehreren Zonen. Wassergekühlter Feuerraum mit Flossenrohrwärmetauscher über dem Einschub. Beschickung mit Schneckenstoker, Rückbrandsicherung per Zellenradschleuse oder Doppelpendelklappe.
GEGENSTROMFEUERUNG für trockene, hochkalorische, grobstückige Brennstoffe wie Hackschnitzel und Shreddergut bis P100 und M10 bis M40. Wassergekühlter hydraulischer Vorschubrost mit mehreren Zonen. Wasserkühlung über seitliche Flossenrohrwärmetauscher in der kritischen Zone. Schamottiertes Gewölbe zur Wärmespeicherung. Beschickung mit Hydraulikstoker, Rückbrandschleuse mit Abschereinrichtung.
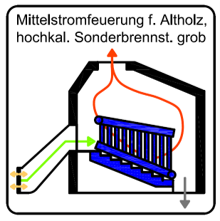
Mittelstromfeuerung f. Altholz, hochkal. Sonderbrennst. grob
Ein Teil von dem, was in eine Feuerung hineingeht, muss als Asche auch wieder heraus. Etwa 50 bis 70% von dem, was als Gesamtaschegehalt des Brennstoffes nicht verbrennen kann, ist die Rostasche. Der Rest landet in der Vorabscheidung (Zyklonasche, ca. 20 bis 30%) und im Feinfilter (Filterasche, ca. 10 bis 20%). Gerade bei Problembrennstoffen mit hohen Aschegehalten liegt oft auch eine sehr hohe Verschlackungsanfälligkeit vor. Dabei schmilzt die Asche und bildet Schlackebrocken bis hin zu glashartem mineralischen Material. Diese Schlacke kann Ascheförderer blockieren und beschädigen. Aber auch normale Asche ist sehr abrasiv. Deswegen gehen wir auf Nummer sicher und verbauen, wo immer möglich, keine Ascheförderer.
Am Ende des Vorschubrostes ist eine Querschnecke verbaut, die die Rostasche aus dem Feuerraum fördert. In einem Übergabekasten erfolgt die Umlenkung in die separat angetriebene Steigschnecke zum Rostaschebehälter. Wird eher bei kleineren und bei Pelletfeuerungen eingesetzt.
Am Ende des Vorschubrostes fällt die Rostasche aus dem Feuerraum in einen unterirdischen Aschecontainer mit 800 bis 1.000 l Inhalt. Dieser Behälter sitzt in einem verfahrbaren Gestell und kann in einem unterirdischen Schacht seitlich unter der Feuerung herausgefahren und getauscht werden. Der Schacht ist gegen Falschlufteintritt mit einer luftdichten Türe verschlossen. Wird gerne bei größeren Pelletfeuerungen mit geringen Aschemengen verbaut.
Am Ende des Vorschubrostes fällt die Rostasche aus dem Feuerraum in einen Ascheförderer – meist einen Trogkettenförderer – und von dort aus über eine Andockstation direkt in einen Absetzcontainer mit bis zu 15 m3 Inhalt. Dieser Behälter wird direkt vom LKW unter der Andockstation platziert. Diese Version liefern wir überall dort, wo nur Teilunterkellerung möglich ist und wo die Asche möglichst nicht zu abrasiv ist.

Am Ende des Vorschubrostes fällt die Rostasche aus dem Feuerraum in eine Ascheschleuse und von dort aus über eine Andockstation direkt in einen darunterliegenden Absetzcontainer mit bis zu 15 m3 Inhalt. Dieser Behälter wird mit einem Verfahrwagen unter der Feuerung platziert. Diese Version liefern wir überall dort, wo Unterkellerungen möglich sind und große Aschemengen oder problematische Asche zu erwarten ist.
Am Ende des Vorschubrostes fällt die Rostasche aus dem Feuerraum in eine Ascheschleuse und von dort aus direkt in einen darunterliegenden Abrollcontainer mit bis zu 40 m3 Inhalt. Dieser Behälter wird direkt mit dem LKW unter der Feuerung platziert. Diese Version liefern wir i.d.R. inklusive Betonfertigteilen zur Aufständerung der KLIMASCHUTZZENTRALE bei Abfallverbrennungsanlagen für Altholz und Siebüberläufe.
In den der Feuerung nachgelagerten Kesselsystemen erfolgt die Übertragung der Energie auf ein Wärmeträgermedium. Meist gibt die Anwendung des Kunden die Art dieses Mediums vor. Wir liefern Rauchrohr- oder Flammrohr-Rauchrohrkessel für jeden Einsatzzweck und jede Anwendung. Wichtig gerade bei Problembrennstoffen: große Rauchrohre (wir verbauen bei Altholz 100 mm) und vollautomatische, pneumatische Abreinigungskanonen.
Klassischer, einfacher WARMWASSERKESSEL für Heizungsanwendungen
HEISSWASSERKESSEL > 110 °C. Druckbehälter mit Sicherheitsausrüstung nach EN 12953. Absicherungsdruck
DAMPFERZEUGER für SATTDAMPF. Druckbehälter mit Sicherheitsausrüstung nach EN 12953. Standardausführung mit 16 bar Absicherungsdruck, üblich sind aber auch bis zu 32 bar. Ausgeführt meist als Zweizugrauchrohrkessel.

DAMPFERZEUGER für ÜBERHITZTEN DAMPF mit geregeltem Überhitzer. Druckbehälter mit Sicherheitsausrüstung nach EN 12953. Der Dampf wird der Trommel im Sättigungszustand entnommen und dann im Überhitzer weiter erwärmt. Für konstante Verhältnisse wird später auf das tatsächlich benötigte Niveau heruntergeregelt. Standardausführung mit 32 bar Absicherungsdruck und Überhitzung auf 300 °C, auf Wunsch aber auch bis zu 450 °C für hocheffiziente Turbinen-Anwendungen. Ausgeführt meist als Zweizugrauchrohrkessel mit Überhitzer in der Wendekammer. Bei höheren Drücken mit Membranwand-Eintrittskammer.
THERMALÖLERHITZER als Rohrbündel-Wärmetauscher mit pneumatischer Abreinigung. Wärmeübertrager mit Sicherheitsausrüstung nach DIN 4754. Standardausführung bis 300 °C mit organischen Wärmeträgern, bis max. 400 °C mit synthetischen Wärmeträgerölen.
HEISSLUFTERZEUGER als Rauchgas-Luft-Wärmetauscher für die Erzeugung von sauberem Heizmedium für Heißgas-ORC-Anlagen. Wärmeübertrager mit Sicherheitsausrüstung nach EN 13384. Standardausführung bis 550 °C Heißgastemperatur im Sekundärkreislauf. Vollautomatische, mechanische Abreinigung im Primärkreislauf.
Bei allen Verbrennungsvorgängen entstehen Stickoxide – zum Teil aus dem Stickstoffanteil des Brennstoffes und bei hohen Temperaturen auch aus dem in der Luft enthaltenen Stickstoff. Die Schwierigkeit ist, dass mit einer Reduktion der Verbrennungstemperatur zur Vermeidung von NOx-Emissionen der Ausstoß an Kohlenmonoxid anzusteigen droht. Der Grund hierfür: unvollständiger Ausbrand.
Wir setzen deshalb bei höheren N-Gehalten im Brennstoff grundsätzlich Entstickungsanlagen als SNCR-Anlagen (selektive nicht-katalytische Reduktion) ein und bereiten alle ausgelieferten Feuerungen seit Anfang 2017 für die Nachrüstung von Entstickungsanlagen vor. Für größere Anlagen schreiben die Behörden vollautomatische Emissionsmessanlagen im Schornstein und die Speicherung der erhobenen Daten auf speziell zugelassenen Rechnern vor. Wir liefern diese Anlagen mit allen benötigten Sensoren und Auswertegeräten.
Moderne Biomasseanlagen arbeiten mit geringeren Staubemissionen als ein schlecht eingestellter Ölbrenner. Moderne Feinfilter ermöglichen eine Begrenzung des Ausstoßes auf Werte von unter 5 mg/Nm3 Abluft.
SNCR-ENTSTICKUNGSANLAGEN mit Vorlagebehälter für Harnstoff, Dosierpumpe, Regelventilen und Eindüsung in der heißesten Zone des Feuerraumes. Wir arbeiten grundsätzlich mit druckluftbeaufschlagten Zweistoffdüsen, um die Anlagen flexibel betreiben und mit Druckluft kühlen und freispülen zu können.
EMISSIONSRECHNER bereiten für die Behörden die Daten aus der Emissionsmessung auf und speichern diese in einem genormten Format ab. Meßsonden am Schornstein entnehmen laufend Probegas und leiten dieses mittels beheizter Leitungen in den Analysenschrank. Dort stehen zur Auswertung zertifizierte Laborgeräte und ermitteln die Emissionen. Diese Rohdaten werden zur Auswertung an den Emissionsrechner übertragen. Üblich sind die Messung von Staub, CO und NOx, seltener wird auch SO2 erfasst.
VORABSCHEIDER für Grobpartikel und eventuelle Funken nach dem Prinzip des Massenkraftabscheiders. Die Rauchgase werden tangential eingebracht und in schnelle, nach unten zunehmende Rotation versetzt. Schwere Partikel werden durch die Fliehkraft an die Wand gedrückt, abgebremst und rieseln nach unten. Monoklone können für abrasive Rauchgase auch in verschleißfester Ausführung (Hardox oder mineralische/keramische Auskleidung) ausgeführt werden. Abscheideleistung: 50 bis 150 mg/Nm3 je nach Auslegung.
VORABSCHEIDER für Grobpartikel und eventuelle Funken nach dem Prinzip des Massenkraftabscheiders. Im Prinzip wie Monoklon, jedoch wird der Massenstrom auf mehrere kleine Zyklone aufgeteilt. Die einzelnen „Pfeifen“ können im Verschleißfall einfach getauscht werden – in unserem Fall sogar nahezu werkzeuglos. Etwas bessere Abscheidung bei Teillast als der Monoklon. Abscheideleistung: 50 bis 150 mg/Nm3 je nach Auslegung.
FEINABSCHEIDER nach dem Prinzip der elektrostatischen Aufladung. Die Staubteilchen werden in einem pulsierenden Hochspannungsfeld von 20.000 bis 100.000 V zwischen der emittierenden negativen Sprühelektrode und der geerdeten Niederschlagselektrode sehr stark aufgeladen. Sie lagern sich an der Niederschlagselektrode an und werden dort in regelmäßigen Abständen per Klopfwerk abgereinigt. Keine Additivdosierung möglich. Geringer Druckverlust, verstopfungsfreier Betrieb. Abscheideleistung: 5 bis 15 mg/Nm3 je nach Auslegung und Güte der Vorabscheidung.
FEINFILTER nach dem Prinzip des Oberflächenfilters. Die Staubteilchen bilden auf den Gewebeschläuchen oder –taschen einen Filterkuchen, der mit zunehmender Dicke selbst als Filter wirkt. In Abhängigkeit vom Differenzdruck werden die Elemente immer wieder per Druckluftimpuls von innen abgereinigt. Der Staub fällt in den Austragetrichter. Wird bei Abfallverbrennungen eingesetzt. Vorteil: Im Filterkuchen können zudosierte Additive (Precoating) ihre Wirkung entfalten und Schadstoffe binden. Abscheideleistung: 2 bis 10 mg/Nm3 je nach Auslegung.
FEINFILTER nach dem Prinzip des Oberflächenfilters. Wirkungsweise wie beim Gewebefilter, jedoch ist das Filtermaterial hier sehr kompakt in Patronen mit Zick-Zack-Faltung gepackt. Das spart sehr viel Platz. Deswegen unsere bevorzugte Variante bei beengten Verhältnissen und geringen Staubfrachten (Pellets). Additive und Precoating sind Standard. Abscheideleistung: 2 bis 10 mg/Nm3 je nach Auslegung.
ZUBEHÖRTEIL für Oberflächen-Feinfilter. Additive wie feinstvermahlenes Kalksteinmehl, Kalkhydrat, Natriumbicarbonat (Backpulver) oder Herdofenkoks und Aktivkohle werden in den Rauchgasstrom eindosiert, neutralisieren im Filterkuchen die Schadstoffe und werden dann mit abgeschieden. Ein Teil davon kann rezirkuliert werden und damit mehrfach zur Anwendung gebracht werden. Zusätzlich schützt das sog. Precoating das Filtergewebe vor Verkleben durch Feuchtigkeit und Kondensation.
Diese Maschinen bilden das Herzstück von KWK-Anlagen. In jedem Kohle- oder Atomkraftwerk auf der Welt arbeitet eine Dampfturbine – wie eben auch in Biomasseheizkraftwerken. Wegen des verhältnismäßig kleinen Maßstabs setzt man hier jedoch einfach zu fertigende und robuste Gleichdruckturbinen ein.
Ganz neu: Getriebelose High-Speed-Turbinen mit Direktkopplung zwischen Turbinenlaufrad und Generatorwelle bei bis zu 50.000 U/min. Die Netzfrequenz wird bei diesen sehr flexibel einsetzbaren Maschinen über Frequenzumrichter gehalten. Dadurch sind Drehzahlschwankungen kein Problem mehr. In ORC-Anlagen laufen ebenfalls Turbinen. Jedoch nutzt man hier die speziellen Eigenschaften von bestimmten organischen und synthetischen Medien, die bei niedrigeren Temperaturen und/oder Drücken eine Turbine anzutreiben vermögen. Die Wirkungsgrade liegen jedoch meist unterhalb denen von Wasser-Dampf-Kreislauf-Prozessen.
Klassische NIEDERDRUCK-DAMPFTURBINE. Der Dampf wird bis zum Sättigungszustand oder sogar in den Nassdampfbereich hinein entspannt. Im nachgeschalteten Kondensator wird bei unter 100 °C Abdampftemperatur ein Vakuum erzeugt, um eine möglichst hohe Stromausbeute bei Temperaturen von bis zu
NIEDERDRUCK-DAMPFTURBINE mit ZWISCHENENTNAHME, beispielsweise von benötigtem Prozessdampf. Ansonsten wie Kondensationsturbine. Unsere Standard-Eingangsparameter: 27 bar(ü), überhitzt auf 250 °C. Elektr. Wirkungsgrade wegen der Zwischenentnahme unterhalb der Kondensationsturbine mit 100% Massendurchsatz.
GEGENDRUCK-DAMPFTURBINE zur Nutzung des Abdampfes im teilüberhitzten Zustand als Prozesswärme deutlich über 100 °C. Unsere Standard-Eingangsparameter: 27 bar(ü), überhitzt auf 250 °C, in Verbindung mit Wasserrohrkesseln auch bis 60 bar(ü) und Überhitzung auf 400 °C. Elektr. Wirkungsgrade 10–20%, sehr stark abhängig von den Abdampfparametern.
ORC-TURBINEN arbeiten mit einem Medium, das im Gegensatz zu Wasser einen herabgesetzten Siedepunkt hat. In Verbindung mit Biomassekesseln wird ein Primärkreis mit Thermalöl vorgeschaltet. Der Thermalölkreislauf beheizt dann den Verdampfer des Arbeitsmediums. Unsere Standard-Eingangsparameter: Thermalöl 250 °C. Elektr. Wirkungsgrade: 10–18%.
Sonderform einer ORC-TURBINE, bei der der Verdampfer für das Arbeitsmedium mit Heißluft betrieben wird. Das System wurde zur Abgasverstromung von BHKW’s entwickelt. In Verbindung mit Biomassekesseln sollte ein Abgas-Luft-Wärmetauscher vorgeschalten werden, um eine Verschmutzung des Verdampfers zu verhindern. Unsere Standard-Eingangsparameter: Heißluft: 530 °C. Elektr. Wirkungsgrade: 10–15%.
[{"content":{"text":"
In der Natur kommt Wasser als Reinstoff, also ohne gelo\u0308ste Stoffe, nicht vor. Es befinden sich praktisch immer Verunreinigungen darin, wenn auch mo\u0308glicherweise in kaum messbaren Konzentrationen.\r\n\r\nViele der gelo\u0308sten Stoffe sind in Kesselanlagen tabu. Deswegen wird das Wasser vor dem Eintritt aufbereitet. Entha\u0308rtung, Entsalzung und Entgasung sind dabei die wichtigsten Grundelemente.<\/p>"},"id":"fb9fae9a-291f-41d4-8c40-6556e7de3f24","isHidden":false,"type":"text"}]
ENTHÄRTUNGSANLAGE nach dem Prinzip des Kationenaustausches. Kationenaustauscher-Anlagen binden in einem mit Kationenaustauscherharz gefülltem Behälter Ca- und Mg-Ionen. In regelmäßigen Abständen wird„regeneriert“, d.h. die aufgenommen Härte-Ionen im Harz werden durch Na-Ionen aus dem Regeneriersalz ersetzt und ausgespült. In unseren Dampf- kesseln wird die Resthärte des zugeführten Wassers kontinuierlich gemessen und die Anlage bei Grenzwertüberschreitung notabgeschaltet. Die Anlagen arbeiten vollautomatisch. Wir liefern sie in jeder benötigten Kapazität.
TEIL-ENTSALZUNGSANLAGE nach dem Prinzip der Umkehrosmose. Im kontinuierlichen Betrieb wird vorenthärtetes Wasser durch feinporige Membranen gepresst. Der größte Teil unerwünschter Salze bleibt zurück und wird als Konzentrat verworfen. Der durch die Membran diffundierte Volumenstrom heißt Permeat und wird als sogenanntes teilentsalztes Wasser in Dampfkesseln verwendet.
VOLL-ENTSALZUNGSANLAGE nach dem Prinzip der Elektrodeionisation. Im kontinuierlichen Betrieb wird vorenthärtetes und teilentsalztes Wasser (Permeat) durch eine Kombination aus elektromagnetischem Feld, Anionen- und Kationenaustauschermembran und Mischbettaustauscher völlig von Salzen befreit. Das dabei entstandene Reinstwasser heißt Deionat und wird als sogenanntes VE-Wasser in Dampfturbinenkreisläufen verwendet.
DOSIERANLAGE für Wasserchemie. Vollautomatische Dosiersysteme für die bedarfsgerechte Zudosierung benötigter Chemikalien wie z. B. zur Abbindung von Resthärte, Restsauerstoff oder zur pH-Wert-Regulierung. Die Anlagen stellen wir projektspezifisch nach Rohwasseranalyse zusammen.
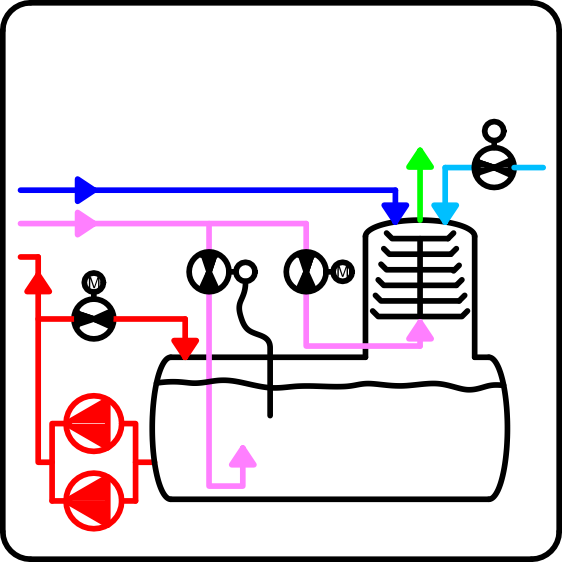
SPEISEWASSERBEHÄLTER mit ENTGASERDOM. Das aus der Produktion oder dem Turbinenkreislauf zurückströmende Kondensat wird beim Einströmen über den Entgaserdom durch geregelte Dampfzufuhr beim Herabrieseln über mehrere Kaskaden entgast. Der Behälter selbst wird durch Dampfbeheizung bei leichtem Überdruck ständig auf ca. 103 °C gehalten. Wir liefern auch Sonderformen mit höheren Betriebstemperaturen. Faustformel für die Behältergröße: 0,5- bis 1,0-fache Dampfleistung in Litern.
[{"content":{"text":"
Je nach Typ und Bauart einer Anlage stellen sich hinter dem Hauptwa\u0308rmeu\u0308bertrager (Kessel) unterschiedliche Rauchgastemperaturen ein. Mit nachgelagerten Systemen wird das Rauchgas zur Steigerung der Gesamteffizienz weiter abgeku\u0308hlt, bevor es in die Atmospha\u0308re abgegeben wird. Die zuru\u0308ckgewonnene Wa\u0308rme wird entweder wieder direkt dem Kessel zugefu\u0308hrt (Speisewasser-Eco bei Dampfkesseln) oder im Pufferspeicher eingelagert, um Schwankungen zwischen Wa\u0308rmeanfall und -bedarf auszugleichen.\r\n\r\nInsbesondere in KWK-Anlagen stellt sich oft die Frage: Wohin mit der Wa\u0308rme? Wir lieben Trocknungsprozesse. Sie sind eine wunderbare Wa\u0308rmesenke. Ganzja\u0308hrig und gleichma\u0308\u00dfig zu betreiben (im Sommer steigt der Durchsatz bei gleichem Wa\u0308rmebedarf). Niedertemperaturwa\u0308rme ist gut nutzbar, der Prozess passt oft sehr gut ins Leistungsspektrum unserer Kunden. Wir liefern passend zur Anlage auch Bandtrockner jeder Gro\u0308\u00dfe und Bauart. Perfekt zum Ausgleich von\u201eSommerlo\u0308chern\u201c geeignet sind auch mit Abwa\u0308rme betriebene Ka\u0308ltemaschinen. Wo auch immer Ka\u0308lte beno\u0308tigt wird, steigt u\u0308blicherweise im Sommer die beno\u0308tigte Leistung und damit der Wa\u0308rmeabsatz an. Wir liefern Absorber jeder Gro\u0308\u00dfe.<\/p>"},"id":"adf31618-ebbb-4933-ab0e-4205f8c52b98","isHidden":false,"type":"text"}]
Im ECONOMISER wird das von den Speisewasserpumpen aus dem Speisewasserbehälter zum Kessel geförderte 103-grädige Wasser vor Kesseleintritt vorgewärmt. Die Rauchgase kühlen sich dabei je nach Auslegung auf etwa 140 bis 155 °C ab. Ausführung als Wasserrohr-Economiser oder – bei Problembrennstoffen – als Rauchrohr-Economiser. Alle Systeme sind bei uns mit vollautomatischen Druckluft-Abreinigungskanonen ausgerüstet.
RESTWÄRMENUTZUNGSANLAGEN entziehen dem Rauchgas unmittelbar vor dem Schornstein die Restenergie. Da es dabei häufig zu Kondensation kommt, spricht man auch von Brennwertsystemen. Die Tauscher selbst und die nachfolgenden Bauteile müssen korrosionsfest ausgeführt sein. Kombinierbar bei Dampfkesseln mit dem Economiser. Abgastemperaturen im Schornstein bis
Im PUFFERSPEICHER wird die zurückgewonnene Wärme „zwischengelagert“. Gute Speichersysteme verfügen über zahlreiche Einbauten zur Volumenstromberuhigung und ermöglichen ein optimales „Schichten“ der Wärme. Wichtig: Jeder Puffer ist nur so effzient wie das Pufferspeichermanagement, also die richtige Programmierung rund um Einspeisung und Entnahme aus dem Puffer. Wir liefern von 5.000 bis zu 100.000 l Maximalgröße (kaskadierbar) inklusive Isolierung auch für Außenaufstellung. Temperaturen: 105 °C (Standard) bis 200 °C.
In der FERNWÄRMEÜBERGABESTATION wird die im Fernwärmeleitungsnetz zirkulierende Wärme an den Verbraucher „übergeben“ und gezählt. Wir bieten eine Vielzahl von Möglichkeiten, z. B. mit separatem Tauscher zur Brauchwassererwärmung beim Kunden oder zur Rückspeisung überschüssiger Solarwärme ins Netz, an. Leitungen und Übergabestationen werden mit hohen Zuschüssen gefördert.
BANDTROCKNER sind die erste Wahl, wenn es um kontinuierliche NiedertemperaturTrocknungsprozesse geht. Sie sind für praktisch jedes Medium ab 25% TSGehalt (darunter mit Rückmischung) geeignet, arbeiten extrem produktschonend und effizient. Üblicherweise wird die Luft von oben nach unten durch Produkt und Band gefahren. Das Band bildet dabei einen Filter, der meist weitere Emissionsminderungsmaßnahmen überflüssig macht. Verdampfungsleistung: 500 bis 20.000 kg/h.
ABSORPTIONSKÄLTEANLAGEN nutzen Abwärme zur Erzeugung von Kälte. Je höher das Antriebstemperaturniveau, desto niedrigere Kältetemperaturen sind möglich. Ideale Anwendungen für Niedertemperaturabwärme sind deshalb Raumkühlung und Prozesskühlung oberhalb des Gefrierpunktes. Kälteleistungen: 100 bis 1.500 kW, Kältetemperaturen bis 10 °C. Anwendungsbeispiel: 95 °C Antriebswärme = 5 °C Kältetemperatur.
Die mobile KLIMASCHUTZZENTRALE: Prozessdampf und Heißwasser bis 4.000 kW aus dem mobilen Kesselhaus. Schlüsselfertig und sorgenfrei. Flexibilität ist ein wichtiger Faktor. Darum bieten wir im Leistungsbereich bis 4.000 kW Feuerungswärmeleistung oder 5.000 kg/h Sattdampf als Alternative zum klassischen Kesselhaus auch eine standardisierte Energiezentrale in Fertigbauweise an. Auch als Sonderausführung mit dem Erweiterungsmodul KWK mit Dampfturbine.
Stationäre KLIMASCHUTZ-ZENTRALE bis 25.000 kW. Wenn möglich, bekommen bei uns erst Anlagen größer 4.000 kW ein „richtiges“ Haus. Den Bau übernehmen wir auf Wunsch mit, viele gewerbliche Kunden erstellen diesen aber in Eigenregie. Dann arbeiten wir in der Vorplanung und Ausführungsplanung eng mit den ausführenden Unternehmen zusammen. Errichtung der Anlage, Verkabelung und die hydraulische Verrohrung übernehmen wir. Dazu gehören bei Bedarf selbst die Dampf- und Kondensatleitungen im Betrieb bis hin zu den Maschinenanschlüssen.
 Unternehmensbroschüre
Unternehmensbroschüre