Projekt Bramsche
| Branche | Lebensmittelproduktion - Bierhefeveredelung |
| Technik | Dampf / KWK |
| Nennwärmeleistung | 9.000 kW (Sattdampf) |
| Brennstoff | Gebrauchtholz A I / A II |

Veredelung von Bierhefe mit Energie aus einer Biomasse-Sattdampf-KWK-Anlage
Upcycling von Bierhefe ist seit über 70 Jahren die Kernkompetenz der Leiber GmbH. Das in Bramsche beheimatete Unternehmen veredelt Hefe aus der Bierproduktion so weiter, dass aus einem einzigen Rohstoff Hunderte Produkte für Lebensmittel, Nahrungsergänzungsmittel, aber auch Biotechnologie oder Nutz- und Heimtiernahrung entstehen. Dabei agiert das Unternehmen, das zu den größten Arbeitgebern in der Region Osnabrück gehört, auf Weltmarktniveau und verteilt seine Produktionsaktivitäten auf vier Standorte. Die Leiber GmbH legt großen Wert auf Nachhaltigkeit in allen Facetten ihres Handelns
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenVERANTWORTUNGSVOLLES HANDELN UND NACHHALTIGE PRODUKTE IN DER FIRMEN-DNA
Unsere Anlage sorgt für...
11.342.000 kg
CO₂-Einsparung/Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t
CO₂-Einsparung pro MWh
Ausführung als Sattdampfanlage inklusive KWK zur Erzeugung von grünem Strom
Über den neuen Dampfkessel mit einer Nennwärmeleistung von 9.000 kW (Sattdampf) und einer Dampfleistung von 13.800 kg/h wird eine jährliche Wärmemenge von 51.000 MWh bereitgestellt. Der im April 2024 in Betrieb genommene Dampfkessel ist im Betrieb bis 25 bar(ü), zur Absicherung sogar bis 30,5 bar(ü) ausgelegt und damit bestens für die hohen Anforderungen geeignet, die eine Anlage dieser Größe mit sich bringt.

Der gewonnene Dampf wird vor allem genutzt, um das Ausgangsprodukt – die flüssige Bierhefe – in sogenannten Sprühtürmen einzudampfen und hocheffizient zu trocknen. Dabei werden wertvolle, gesundheitsfördernde Inhaltsstoffe extrahiert.
Zusätzlich wurde am Standort Bramsche eine Dampfturbine mit einer elektrischen Nennleistung von 400 kW integriert. Dank der Ausführung als Gegendruckturbine kann der Dampf direkt entspannt werden, und es bedarf keiner Druckreduzierstation. Die Turbine liefert 2.000 MWh grünen Strom pro Jahr für die Produktion der Leiber GmbH.
Kostengünstiges Altholz sichert eine wirtschaftliche Brennstoffversorgung

Als Brennstoff kommt am Standort Bramsche Gebrauchtholz der Kategorien A I / A II zum Einsatz; der Bedarf liegt jährlich bei knapp 15.900 Tonnen Material. Um das per LKW angelieferte Holz der Feuerung zuzuführen, wird ein Automatikkran verwendet, der über Radarsensoren den Füllstand der gesamten Hallenfläche und per Waage im Greifer seine transportierte Menge erfassen kann.
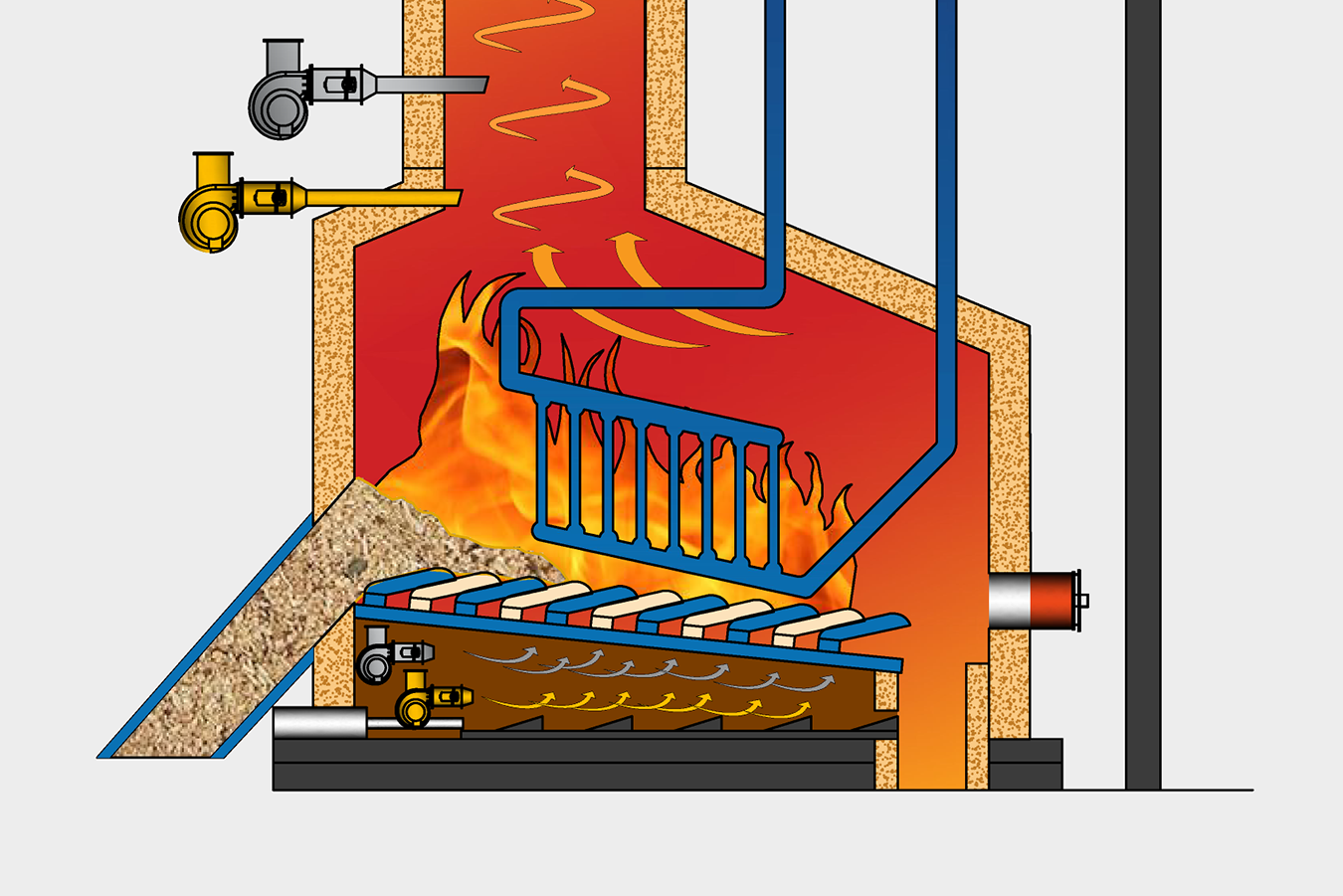
Spezielle Feuerung für Schwierige Brennstoffe
Unsere Feuerungen für anspruchsvolle, hochkalorische Brennstoffe sind konsequent wassergekühlt – vom Rost bis hin zum Feuerraum. Das schützt die Anlage vor Überhitzung, erhöht die Lebensdauer und sorgt dafür, dass die Anlagen auch im Betrieb mit hochwirtschaftlichen Brennstoffen – wie beispielsweise Altholz – eine hohe Verfügbarkeit haben.
Das gibt es so nur bei uns!
Kombinierte Rauchgasreinigung stellt Emissionswerte weit unter dem vorgeschriebenen Standard sicher
Schmidmeier NaturEnergie setzt auf eine mehrstufige Rauchgasreinigung, die Emissionen mühelos unter die gesetzlichen Grenzwerte senkt. Das Verfahren besteht aus drei Stufen:
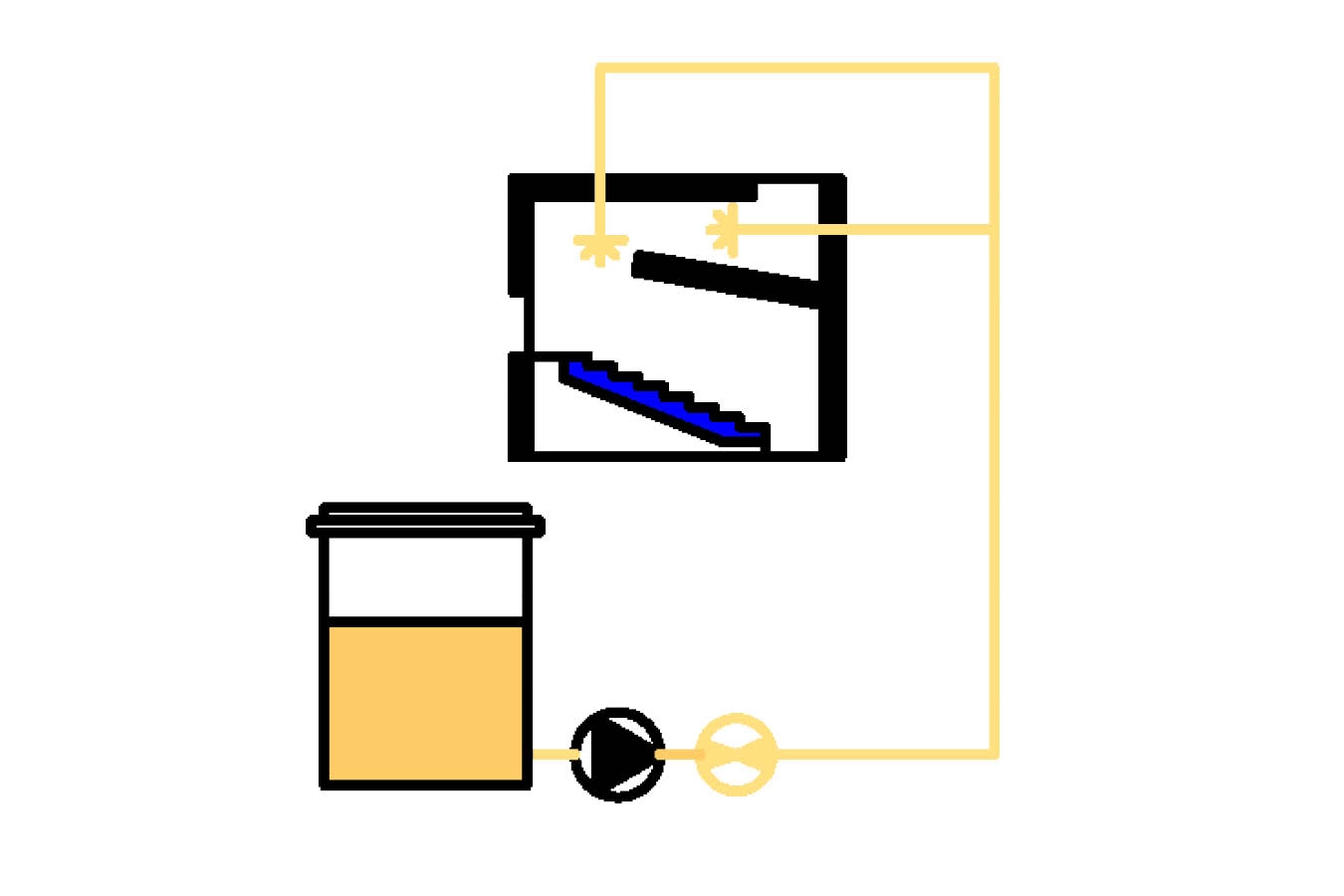
SNCR-Anlage im Feuerraum:
- Eindüsung von Reduktionsmittel in den Rauchgasstrom
- Stickoxide werden zu Wasserdampf und Stickstoff reduziert
- wichtig: richtiges Temperaturniveau!
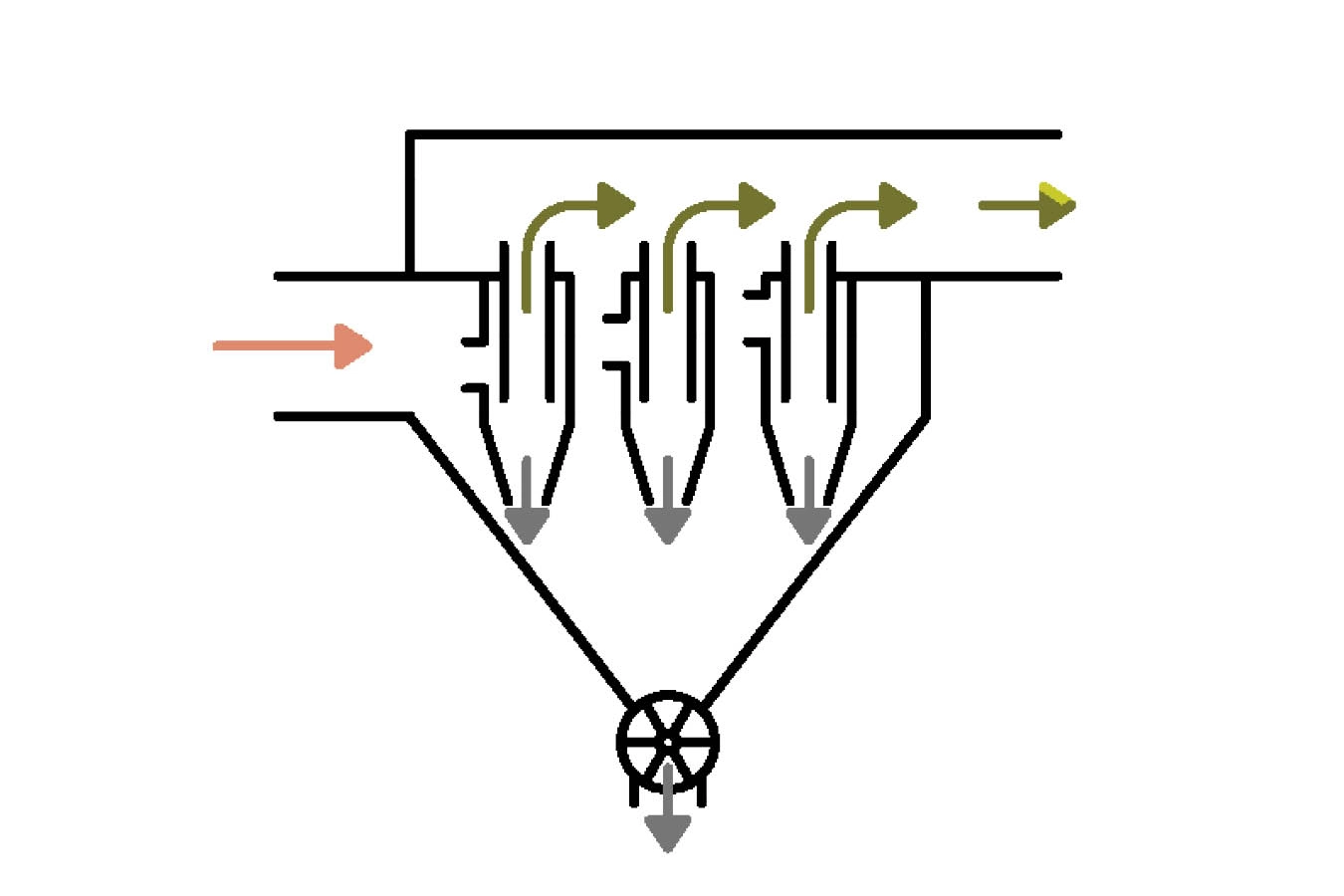
Multizyklon
- Abscheidung aller groben Staubpartikel
Gewebefilter
- Abscheidung selbst feinster Partikel mit einem Abreinigungsgrad von über 99%
- Additiv-Dosierung im Filterkuchen bindet zusätzliche Schadstoffe
Anlieferung und Aufstellen der wichtigsten Komponenten innerhalb von 2 Tagen
Ein echtes Highlight: Die Feuerung und der Kessel wurden in 2 Tagen gestellt – das ist nur über intensiven Austausch mit dem langjährigen Partnernetzwerk der Schmidmeier NaturEnergie und durch eine exakte, perfekt koordinierte Baustellenplanung zu stemmen.

Leiber legt nach:
Weitere Linien bereits in Planung
Ein starkes erstes Projekt, das den Weg für mehr geebnet hat: Nach der erfolgreichen Inbetriebnahme der ersten Biomasseanlage plant Leiber bereits die nächsten Schritte. Die Anträge für zwei weitere Linien zur nachhaltigen Energieversorgung an weiteren Standorten sind gestellt – erneut in enger Zusammenarbeit mit der Schmidmeier NaturEnergie GmbH.






Anlagedaten im Überblick
| Bauart | Dampfturbine (Gegendruck) |
| Elektrische Nennleistung | 400 kW |
| Jährliche Stromerzeugung | 2.000 MWh |
| Inbetriebnahme (Jahr) | 2023 |
| Feuerung | Mittelstromfeuerung mit wassergekühltem Vorschubrost und Feuerraum sowie primär und sekundärer Rauchgasrezirkulation |
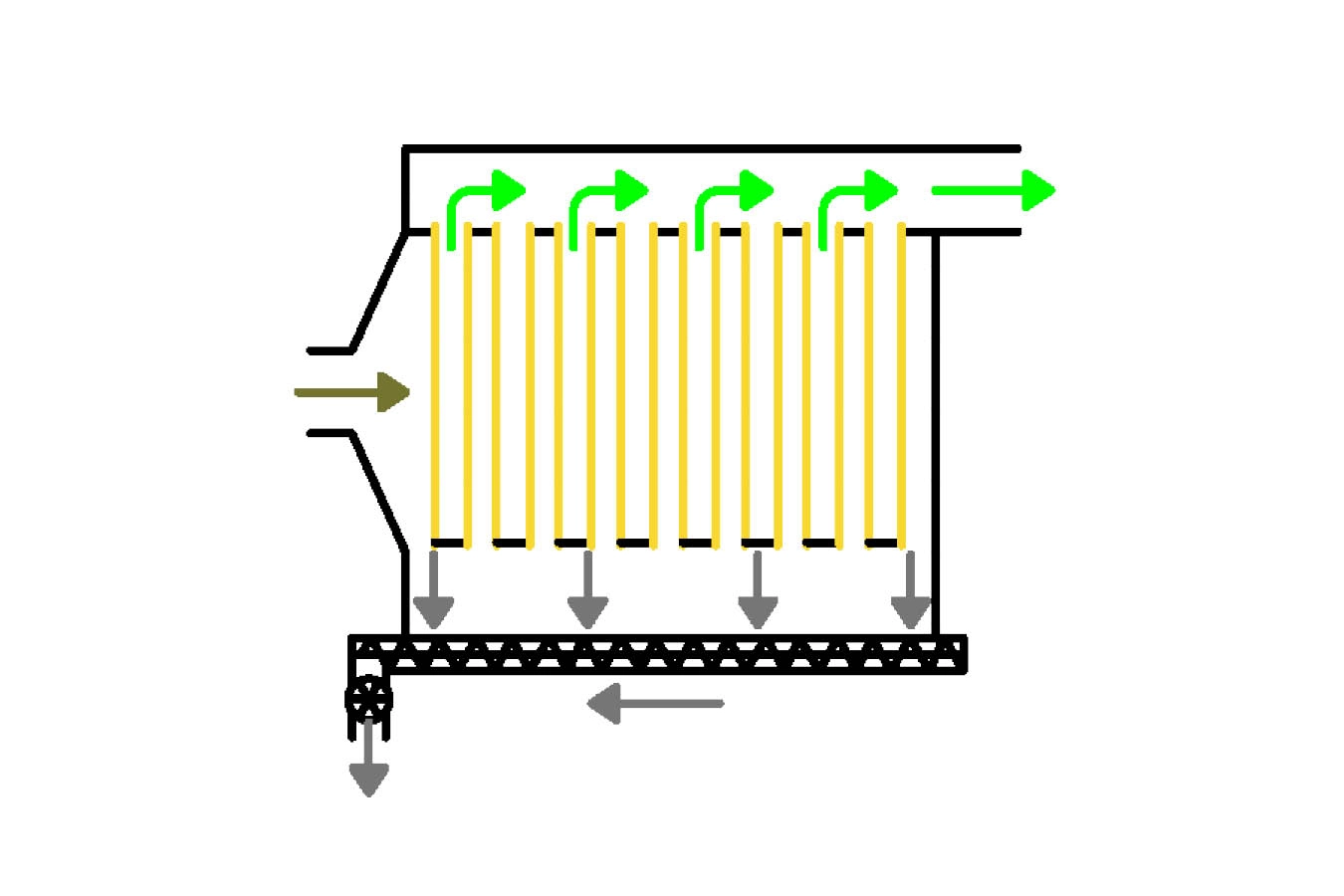
| Kessel | liegender 2-Zug-Großwasserraumkessel |
| Rauchgasreinigung | SNCR, Multizyklon und Gewebefilter mit Additivdosierung |
| Brennstoffart | Gebrauchtholz A I / A II |
| Jährlicher Brennstoffbedarf | 15.900 t |
| Brennstofflager | Brennstofflagerhalle mit Automatikkran |
CO₂-Einsparung
11.342.000 kg
CO₂-Einsparung/ Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t CO₂-
Einsparung pro MWh
6.300 Jahre
Autofahren
(150 g CO₂/ km) mit einem
Mittelklassewagen und
12.000 km/ Jahr
87.200
Flüge
pro Person auf einem
einfachen Flug von München
nach Berlin (130 kg CO₂)
1.350
mal
die Jahres-Pro-Kopf-
Emissionen je Einwohner
in Deutschland (8,4 t CO₂/ a)