Projekt Mamming
| Branche | Baustoffindustrie - Sandtrocknung |
| Technik | Heißgas |
| Nennwärmeleistung | 1.250 kW (Heißgas) |
| Brennstoff | Gebrauchtholz A I/ A II |

Modernstes Trockenmörtel-Mischwerk der Welt: Heißgaserzeugung im Temperaturbereich bis 500 °C für die Baustoffproduktion
Die Karl Mossandl GmbH & Co. ist ein familiengeführtes Unternehmen in bereits dritter Generation. Ursprünglich aus einem Sand- und Kieswerk nahe Dingolfing hervorgegangen, hat es sich im Laufe der Jahre stetig weiterentwickelt. Heute umfasst das Leistungsspektrum nicht nur die Sand- und Kiesgewinnung, sondern auch die Beton- und Zementproduktion, das Baustoffrecycling sowie die dazugehörige Logistik und eigene Nutzfahrzeug-Werkstätten.

Neueröffnung des modernsten Werkes – hohe Ansprüche an die Trocknungsprozesse
Die Karl Mossandl GmbH & Co. produziert an dem Standort in Dingolfing für die Sievert SE Firmengruppe hochwertigste Natursandqualitäten für Putze und andere mineralische Produkte beispielsweise der Marke Quick Mix. Um als Komponente in der Putzindustrie verwendet werden zu können, sind vor allem höchste Qualitätsstufen in Bezug auf Reinheit und Trockengehalt erforderlich. Das fängt bei der Trocknung an: der Trocknungsprozess der Grundstoffe wie beispielsweise Sand und Kies unterliegt dabei strengen Anforderungen, um qualitativ hochwertige Endprodukte herzustellen.
Anfang des Jahres 2022 konnte nun ein weiteres Werk am Standort Rosenau in Betrieb genommen werden.
Der 45 Meter hohe Mischturm mit angrenzendem Produktionslager und Umschlagsflächen ist das modernste Trockenmörtel Mischwerk Europas und zeichnet sich neben einem hohen Automatisierungsgrad besonders durch die nachhaltige Energieversorgung aus.
Herzstück bildet dabei das von der Firma Schmidmeier entwickelte Biomasse-Heißgassystem. Mit einer installierten Feuerungsleistung von 1.925 Kilowatt versorgt dieses einen speziellen Hochtemperatur-Wärmetauscher, welcher die Heißluft für den Trocknungsprozess der Grundstoffe Sand und Kies liefert. Das hierfür benötigte Temperaturniveau liegt bei bis zu 500 °C und kann präzise geregelt und an den Wassergehalt des Trockenguts angepasst werden.
Unsere Anlage sorgt für...
530.000 kg
CO₂-Einsparung/Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t
CO₂-Einsparung pro MWh
Innovative Rauchgas-Luft-Wärmetauscher ermöglichen schonendes Trocknen von Sand

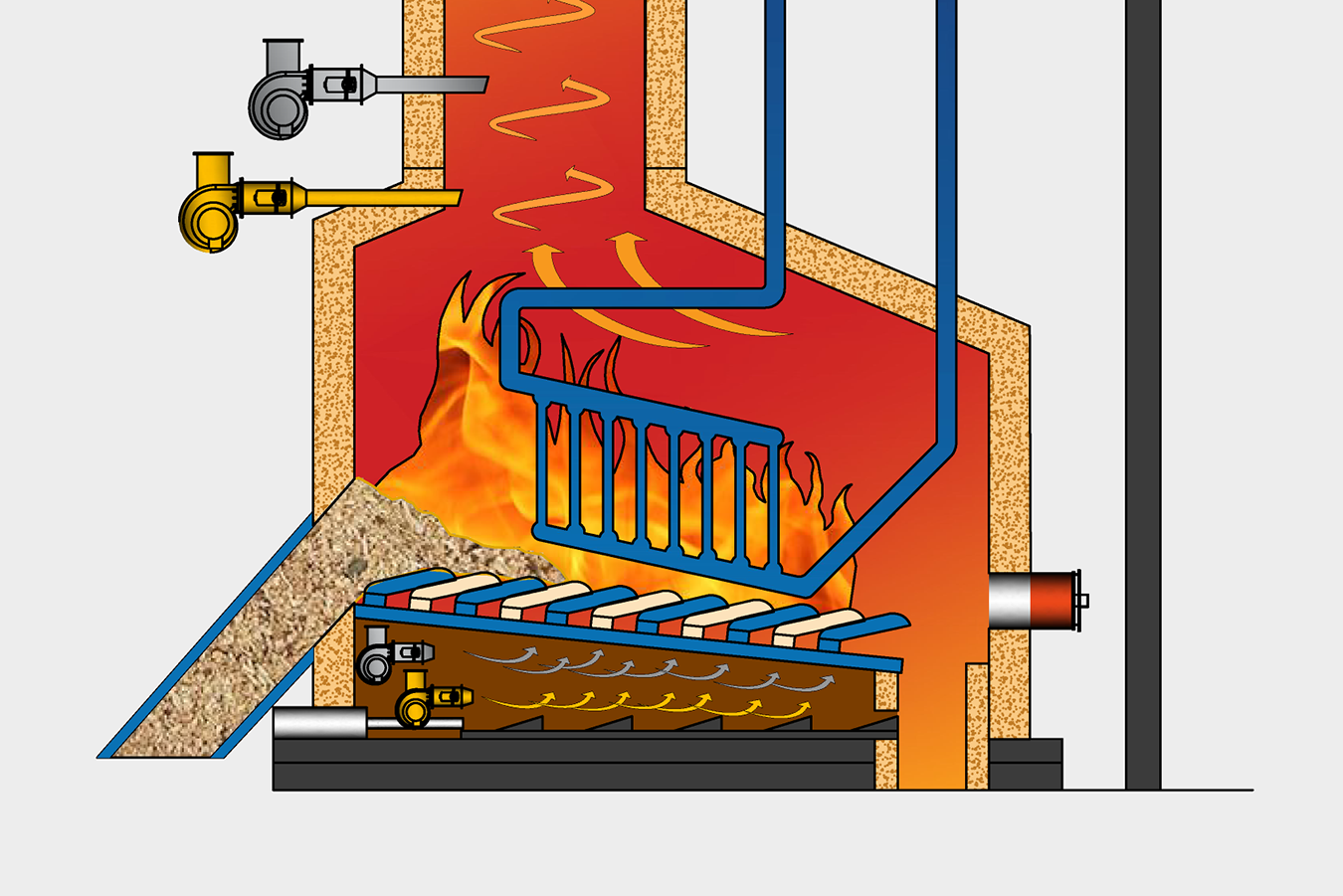
Die heißen Rauchgase aus der Feuerung werden zunächst einem Heißgas-Zyklon übergeben, welcher eine Vorentstaubung des ca. 950 °C heißen Rauchgases ermöglicht. Das gereinigte Verbrennungsgas wird anschließend zur Erzeugung von erhitzter Trocknerluft einem Hochtemperatur-Rauchgas-Luft-Wärmetauscher zugeführt. Dieser erzeugt Heißluft, mit welcher der Sand-Trommeltrockner versorgt wird. Die angesaugte Umgebungsluft wird vorab gefiltert und tritt im Wärmetauscher nicht in Kontakt mit dem Rauchgas, wodurch eine Verunreinigung des Heißgases und damit einhergehende Verunreinigung des Trockengutes, ausgeschlossen werden kann.
Das Anlagenkonzept ist somit flexibel auf andere Industriebereiche anwendbar und kann in besonderem Maße zur Dekarbonisierung der industriellen Prozesswärme beitragen. Die Anlagenkonfiguration ermöglicht eine alternative Energiebereitstellung für bisher direkt mit fossilen Brennstoffen befeuerte Prozesse (z.B. Trocknungsprozesse in der Baustoffindustrie).
Zweistufige Rauchgasreinigung
Die Rauchgasreinigung erfolgt zweistufig durch einen speziellen Hochtemperaturzyklon vor dem Wärmetauscher zur Grobentstaubung sowie einen nachgeschalteten Gewebefilter mit Additivdosierung für den Feinstaubanteil.
Zur Reduktion der Emissionen von NOx im Rauchgas ist eine SNCR-Anlage (SNCR: Selective Non-Catalytic Reduction) bereits vorgesehen und kann bei Bedarf jederzeit nachgerüstet werden. Die Eindüsung der Harnstofflösung erfolgt in den heißesten Zonen der Verbrennung, um einen hohen Umsetzungsgrad zu erreichen.
Sämtliche Emissionsgrenzwerte können sicher und in allen Betriebszuständen eingehalten werden.

Breiter, regionaler Brennstoffmix als Ass im Ärmel
Als Brennstoff dient der Anlage grob geschreddertes Gebrauchtholz der Kategorien A I und A II. Der Einsatz von Altholz als Brennstoff ist dabei besonders nachhaltig, da die Holzabfälle vor der energetischen Verwertung mindestens einen Produktlebenszyklus durchlaufen haben. Die Energieerzeugung am Standort Mamming (Dingolfing) trägt zudem zur Etablierung regionaler Wertschöpfungsketten bei. Regional anfallende Gebrauchthölzer können vor Ort verwertet werden und stärken das Prinzip der dezentralen Energiewende. Die energetische Verwertung von Gebrauchthölzern zur Erzeugung von Prozessenergie trägt somit zur Umsetzung des Kaskadennutzungsprinzips und zur Etablierung CO2-neutraler Kreisläufe bei. Die Biomasseanlage wurde dabei aber auch bewusst für einen sehr breiten Brennstoffmix ausgelegt.
Neben Altholzsortimenten werden in der Anlage auch minderwertige Waldresthölzer eingesetzt. Dieses Material liefern Land- und Forstwirte aus der direkten Umgebung des Standorts.
Spezielle Feuerung für Schwierige Brennstoffe
Unsere Feuerungen für anspruchsvolle, hochkalorische Brennstoffe sind konsequent wassergekühlt – vom Rost bis hin zum Feuerraum. Das schützt die Anlage vor Überhitzung, erhöht die Lebensdauer und sorgt dafür, dass die Anlagen auch im Betrieb mit hochwirtschaftlichen Brennstoffen – wie beispielsweise Altholz – eine hohe Verfügbarkeit haben.
Das gibt es so nur bei uns!
Anlagedaten im Überblick
| Heißgasleistung | 1.250 kW |
| Heißgasparameter | 7.800 m³/h, 450 °C |
| Jährliche Wärmeerzeugung | 2.800 MWh |
| Inbetriebnahme (Jahr) | 2022 |
| Feuerung | Gegenstromfeuerung mit wassergekühltem Vorschubrost sowie primärer und sekundärer Rauchgasrezirkulation und wassergekühltem Feuerraum |
| Kessel | Heißgas-Frischluft-Wärmetauscher |
| Restwärmenutzung | Warmwassereconomiser zur Luftvorwärmung |
| Rauchgasreinigung | Hochtemperaturzyklon und Gewebefilter mit Additivdosierung |
| Brennstoffart | Gebrauchtholz A I / A II |
| Jährlicher Brennstoffbedarf | 800 t |
| Brennstofflager | Brennstoffbunker mit Schubboden |
CO₂-Einsparung
530.000 kg
CO₂-Einsparung/ Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t CO₂-
Einsparung pro MWh
290 Jahre
Autofahren
(150 g CO₂/ km) mit einem
Mittelklassewagen und
12.000 km/ Jahr
4.000
Flüge
pro Person auf einem
einfachen Flug von München
nach Berlin (130 kg CO₂)
62
mal
die Jahres-Pro-Kopf-
Emissionen je Einwohner
in Deutschland (8,4 t CO₂/ a)