Projekt Brora – Schottland
| Branche | Lebensmittelproduktion - Spirituosenherstellung |
| Technik | Dampf |
| Nennwärmeleistung | 3.000 kW (Sattdampf) |
| Brennstoff | Hackschnitzel |

Schottischer Whisky: Tradition trifft auf neue, nachhaltige Energieversorgung
Neben wilder Natur, Schlössern und Loch Ness ist Schottland für nichts so bekannt wie für seinen traditionellen Scotch Whiskey – ein Besuch in einer Destillerie ist für viele Urlauber ein Muss. Ein Traditionsbeispiel dafür ist die in den schottischen Highlands gelegene, 1819 gegründete Whisky-Destillerie Brora. Seit 2021 setzt Brora, Teil von Diageo, weltweit führender Spirituosenhersteller, bei der Produktion dabei auf CO2-neutrale Energieversorgung durch einen hackschnitzelbefeuerten Dampfkessel.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenUnsere Anlage sorgt für...
1.650.000 kg
CO₂-Einsparung/Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t
CO₂-Einsparung pro MWh
Brora Whisky: erst totgesagt dann vom Weltmarktführer übernommen
Als die Brora-Destillerie 1983 ihre Pforten schloss, schien ihr Schicksal besiegelt. Doch während die Brennerei verfiel, stieg der Wert des verbliebenen Whiskys rasant – seltene Flaschen erzielten Höchstpreise unter Sammlern. So wurde beispielsweise eine Flasche des 40-jährigen Brora 1972 Vintage im Oktober 2019 für 54.450 Pfund versteigert. Dann kam die Wende: Der Weltmarktführer Diageo investierte 35 Millionen Pfund, um die legendäre Destillerie wiederzubeleben. Nach fast vier Jahrzehnten Stillstand wurde Brora 2021 offiziell wiedereröffnet – ein spektakuläres Comeback einer wahren Whisky-Ikone. In diesem Zuge fiel die Entscheidung, zur Versorgung des historischen Standortes mit Prozesswärme eine Biomasse-Dampfanlage zu errichten.
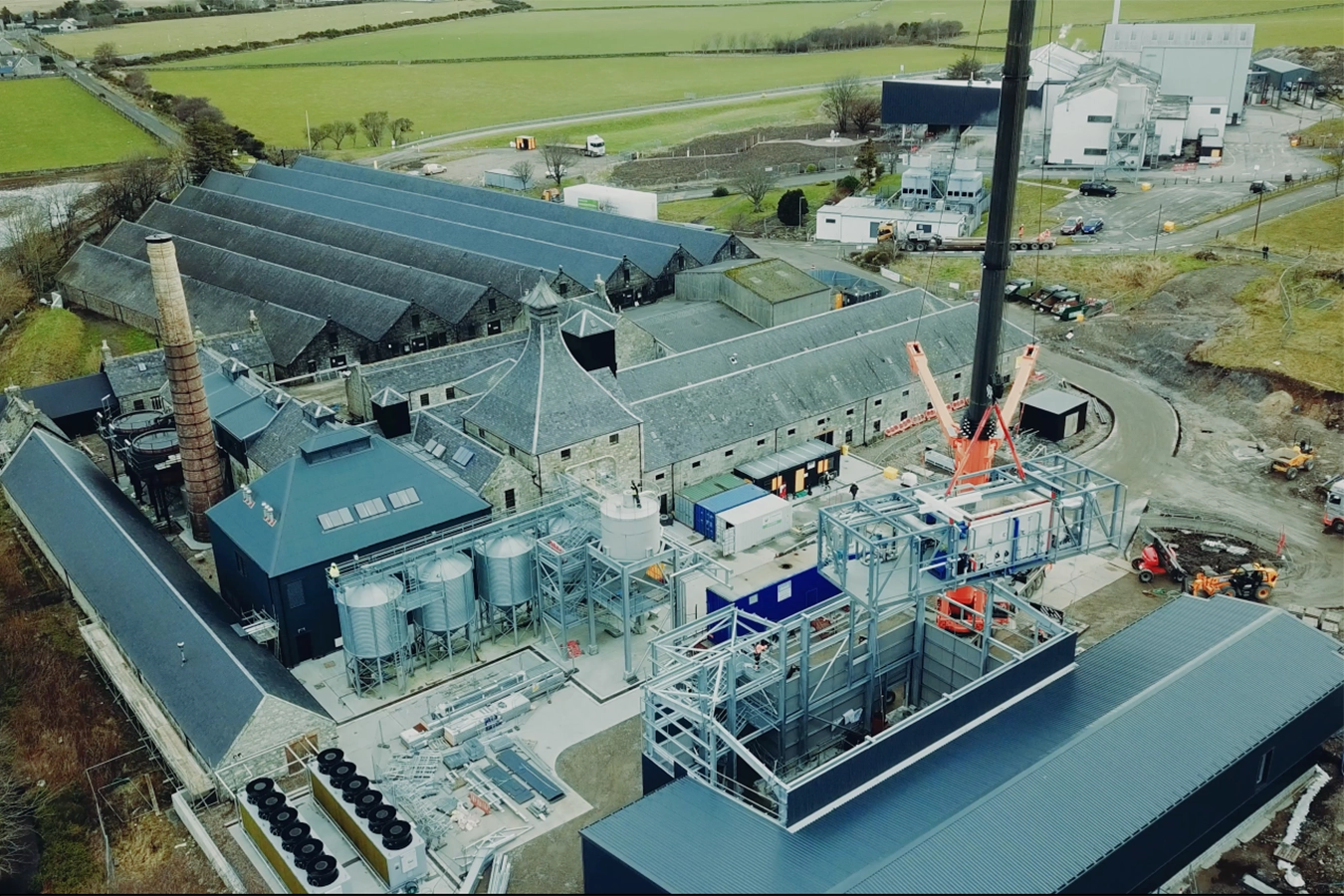
Logistik-Meisterleistung: Transport der mobilen KLIMASCHUTZZENTRALE nach Schottland
Der Transport der in Deutschland gebauten und in speziell konstruierten Stahlcontainern installierten KLIMASCHUTZZENRALEN nach Schottland erforderte außergewöhnliche Maßnahmen. Die über 800 km wurden mit zwei knapp 40 Meter langen Schwertransportern zurückgelegt. Die Überbreiten der beiden jeweils 55 Tonnen schweren Container von 5,5 Meter erforderte Straßensperrungen für die Kolone aus LKWs, Begleitfahrzeugen und Polizei. Im Hafen von Rotterdam setzten die Giganten dann mit der LKW-Fähre auf das schottische Festland über. Dabei wurde die Anlage im für Schwerstlasten ausgerüsteten Nigg Energy Port aufgenommen.



CO2-neutraler Dampf in den schottischen Highlands
Den erfahrenen Spezialisten von Diageo war es besonders wichtig, alle Schnittstellenrisiken in der entlegenen Gegend im äußersten Norden Schottlands weitmöglichst zu eliminieren. Deswegen wurde der Sondervorschlag von Schmidmeier gerne angenommen, sämtliche Komponenten der Anlage schlüsselfertig in einer KLIMASCHUTZZENTRALE zu installieren und per Schwertransport nach Schottland zu transportieren.
Die in der Biomassefeuerung erzeugten heißen Rauchgase werden durch den Dampfkessel und den Economiser geleitet. Letzterer dient der Speisewasser-Vorwärmung und somit der Effizienzsteigerung. Der erzeugte Dampf wird mit einem Nenndruck von 13 bar(a) und einer Temperatur von 190 °C an die Prozesse der Destillerie übergeben.
Die Rauchgasreinigung erfolgt über einen Elektrofilter, bevor die Rauchgase an den Kamin übergeben werden
Mit einer Nennwärmeleistung von 3.000 kW (Sattdampf), bzw. 4.600 kg/h Dampf, stellt die Anlage so jährlich Wärme im Umfang von 9.000 MWh für die Produktion von Brora/Diageo bereit.
Toploader sorgt für die automatische Brennstoffbeschickung
Als Brennstoff kommen jährlich ca. 3.000 t Hackschnitzel zum Einsatz. Den besonderen Sicherheitsvorschriften des Weltkonzerns Diageo kam die Empfehlung der Schmidmeier NaturEnergie zur Installation eines sogenannten Toploaders sehr entgegen. Ein Toploader lagert über ein absenkbares Planierschild vollautomatisch Brennstoff in einer Halle ein. Dieser Einlagerungsvorgang erfolgt automatisiert, sobald das Anlieferfahrzeug die Halle verlassen hat und das Tor wieder vollständig geschlossen ist. Der Brennstoff wird auf der gegenüberliegenden Seite des Zufahrttors über das Planierschild des Toploaders bedarfsgerecht einem robusten Trogkettenförderer zum Weitertransport zugeführt. Da die Anlage mit zwei unabhängigen Toploadern ausgeführt ist, können jederzeit auch Brennstoffmischungen ausgeführt werden.
Anlagedaten im Überblick
| Nennwärmeleistung | 3.000 kW (Sattdampf) |
| Dampfleistung | 4.600 kg/h |
| Kesselparameter | Sattdampf, Betrieb 12 bar(ü), Absicherung 16bar(ü) |
| Jährliche Wärmeerzeugung | 9.000 MWh |
| Inbetriebnahme (Jahr) | 2021 |
| Feuerung | Gegenstromfeuerung mit wassergekühltem Vorschubrost sowie primärer und sekundärer Rauchgasrezirkulation |
| Kessel | liegender 2-Zug-Großwasserraumkessel |
| Economiser | Speisewassereconomiser |
| Rauchgasreinigung | Elektrofilter |
| Brennstoffart | Hackschnitzel |
| Jährlicher Brennstoffbedarf | 3.000 t |
| Brennstofflager | Toploader |
CO₂-Einsparung
1.650.000 kg
CO₂-Einsparung/ Jahr
Umrechnungsgrundlage:
Emissionsfaktor: 0,3 t CO₂-
Einsparung pro MWh
935 jahre
Autofahren
(150 g CO₂/ km) mit einem
Mittelklassewagen und
12.000 km/ Jahr
13.000
Flüge
pro Person auf einem
einfachen Flug von München
nach Berlin (130 kg CO₂)
201
mal
die Jahres-Pro-Kopf-
Emissionen je Einwohner
in Deutschland (8,4 t CO₂/ a)